

Fabrication is normally the most apparent option at an early stage in the life cycle of a product.
A laser-cut, bent, and welded component could cost between 10 and 15 dollars a unit, and no special tooling is required, however, engineers can adjust hole patterns, bend angles, or materials without reprisal.
In the case of prototypes and initial production batches, such flexibility can be more important than unit cost. When the demand is high, problems begin to emerge.
What was a bottleneck at 1,000 units might be a bottleneck at 25,000, and what seemed like reasonable per-part costs start to eat margins.
Here is where the dilemma is not new to many manufacturers. Stamped parts are designed to achieve higher cycle times, tighter tolerances, and extremely reduced unit costs at scale, although only after a major investment in tooling.
A progressive die would cost between 30,000 and 60,000 or more, and by investing in it one is admitting to design lock-in.
Whether stamping is cheaper in the long run is not the question. It almost always is. The actual issue is at what point does the switch become economically and operationally viable.
This manual divides the time to change the fabricated parts to stamped parts based on actual production levels, cost analysis, and decision-making models.
At the end, you will know the volume, cost, and design conditions in which stamping will provide a definite ROI and in which fabrication will prevail.
Fabricated Parts Explained
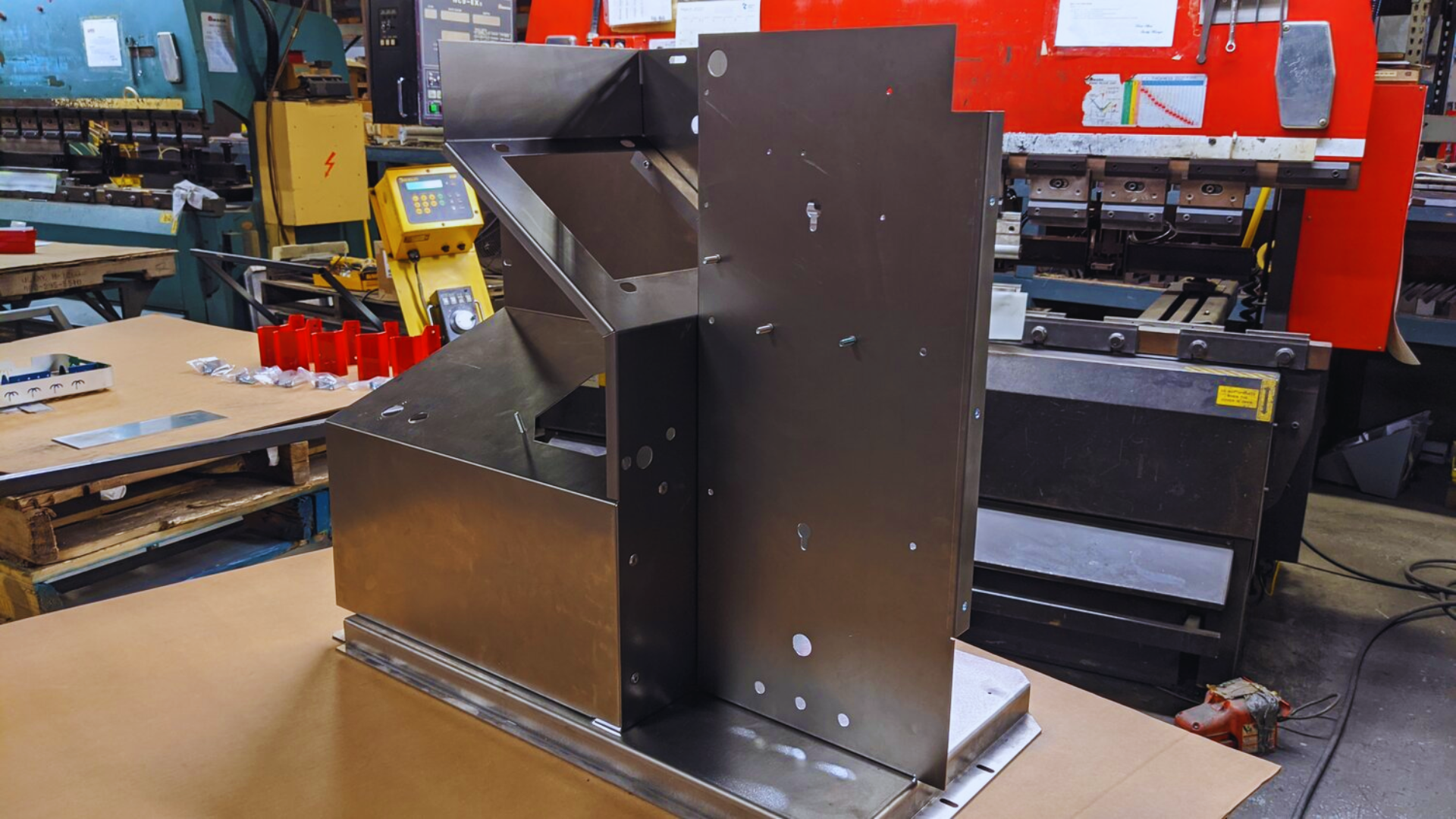
The fabricated parts are made by combining flexible and tool light processes, including laser cutting, turret punching, press-brake bending, and welding.
Fabrication is based on programmable machines and standard tooling as opposed to committed dies, and this enables manufacturers to transition between CAD and production in a short time.
This is a flexibility that can be the determining factor to engineers who are engaged in prototyping or initial production.
During early production phases, sheet metal fabrication remains the preferred approach due to its flexibility, short lead times, and minimal upfront tooling requirements.
Fabrication has many benefits, one of the largest being that it is forgiving at the design stage. The location of holes can change, radii can be changed and materials can be changed with little disturbance.
The lead times are short, usually one to four weeks, and no or minimal initial tooling investment. That tradeoff is typically acceptable even at low volumes despite the higher unit cost.
This increased cost is labor and machine time. Every artificial component usually goes through several processes: cutting, working, bending and occasionally welding or additional finishing.
Those minutes per part accumulate rapidly as the volumes increase. Consistency is also a scale problem, particularly in assemblies with small tolerances or in multiple-welded assemblies.
In practice, fabricated parts are best suited for:
- Prototypes and design validation builds
- Custom or highly variable parts
- Low-volume production runs, typically under 5,000–10,000 units
- Programs where design changes are still likely
Fabrication excels when flexibility matters more than unit cost. Once volume increases and the design stabilizes, however, the economics begin to shift, often decisively, toward stamping.
Stamped Parts Fundamentals
Metal stamping is a high-speed, die-based production process, which is developed with repeatability and scale.
Rather than creating a part by a series of discrete operations, stamping is performed with dedicated tooling, single-hit dies, compound dies or progressive dies, to cut, form and pierce metal in a single workflow.
After the tooling is constructed and tested, every press stroke creates a part that is the same with very little variation.
Stamping is mostly efficient at volume. Cycle times are not in minutes but in seconds and the involvement of labor is limited when the press is in operation.
This enables the manufacturers to make tens of thousands, or even millions, of parts of uniform size and with predictable quality.
Once tooling is commissioned, consistent output depends heavily on documented quality assurance standards and in-process inspection controls.
Tolerances are usually stricter than fabrication, usually ranging between +-0.001 to +-0.005 inches based on material and tool design.
Process consolidation is also advantageous to stamp parts. Holes, tabs, embosses, and formed ribs can be formed in the die, eliminating secondary operations.
This not only reduces the per-part cost, but also variation due to handling or manual alignment between steps.
Its primary disadvantage is initial investment. Before production commences, hard tooling has to be designed, machined, and tested.
Tooling costs may vary between $5,000 and simple single-hit tools and $50,000 and above for progressive dies depending on complexity. Lead times are also longer typically four to eight weeks and post-tooling changes can be costly.
Stamped parts are best suited for:
- High-volume production runs with stable demand
- Designs that are frozen or unlikely to change
- Thin-gauge materials requiring precision and consistency
- Programs where per-unit cost reduction outweighs tooling expense
In short, stamping trades flexibility for efficiency. When volumes are high and designs are locked, it becomes one of the most cost-effective ways to produce metal parts at scale.

Key Decision Factors: Fabrication vs. Stamping
Choosing when to switch from fabricated parts to stamped parts is rarely driven by a single variable.
In practice, it comes down to a combination of volume, cost, lead time, complexity, and material constraints.
Engineers and procurement teams typically evaluate these factors together, looking for the point where stamping delivers clear operational and financial advantages without introducing unnecessary risk.
The table below summarizes how fabrication and stamping compare across the most common decision criteria.
According to Die-Matic, stamping delivers the greatest cost advantage only after the design is frozen, since post-tooling changes can quickly erode ROI.
| Factor | Fabrication Best For | Stamping Best For | Typical Threshold / Signal |
| Production Volume | Low volume, short runs | High volume, repeat production | ~8,000–20,000 units crossover |
| Cost per Unit | Higher, linear with volume | Drops sharply after tooling | 50–70% lower at scale |
| Upfront Investment | Minimal or none | High tooling cost | $5k–$100k+ tooling |
| Lead Time | 1–4 weeks | 4–8 weeks tooling, then hours per run | Switch after design freeze |
| Design Flexibility | Very high | Low once tooling is built | Changes become costly |
| Part Complexity | Simple bends, weldments | Complex forms, in-die features | Multi-feature parts favor stamping |
| Tolerance Control | Moderate (±0.010″) | Tight (±0.001″–0.005″) | Precision-driven programs |
| Material Thickness | Wide range, heavier gauges | Thin to medium gauge | ~0.010″–0.250″ |
Production Volume as the Primary Trigger
Volume is almost always the first signal that fabrication may no longer be the right process. At low volumes, fabrication’s higher per-unit cost is offset by flexibility and speed.
As demand increases, those same costs scale linearly, while stamping benefits from economies of scale.
In many programs, the decision point appears once annual demand approaches 10,000 units. Below that level, tooling amortization often outweighs savings.
Above it, stamping’s lower cycle time and reduced labor begin to dominate the cost model.
For manufacturers evaluating higher production volumes, partnering with experienced metal stamping services becomes critical once tooling amortization begins to outweigh fabrication flexibility.
Cost per Unit and the Breakeven Equation
A simple way to evaluate the switch is with a breakeven calculation:
Switch Volume = Tooling Cost ÷ (Fabricated Cost per Unit − Stamped Cost per Unit)
For example, if a fabricated part costs $12 per unit, a stamped version costs $6, and tooling is $36,000:
36,000 ÷ (12 − 6) = 6,000 units
In real-world programs, manufacturers often build in margin for forecast uncertainty, pushing the practical decision closer to 8,000–10,000 units.
Lead Time and Design Stability
Fabrication supports rapid iteration. Stamping does not. This makes design stability a critical factor. If hole patterns, bend geometry, or mating interfaces are still changing, investing in hard tooling introduces unnecessary risk.
Most successful transitions occur only after:
- The design has passed validation testing
- Downstream assemblies are locked
- Demand forecasts are reasonably stable
Once those conditions are met, the longer upfront lead time for tooling is usually offset by dramatically faster production cycles.
Complexity, Tolerances, and Feature Density
Stamping has an advantage as components grow more complicated. Those features which involve more than one step of fabrication, e.g. pierced holes, formed ribs or repeatable bends, can be frequently combined into one die operation. This minimizes handling, enhances consistency, and increases tolerances.
Fabrication is still viable with larger, heavier or welded assemblies, but stamping can offer better repeatability where the parts are of thin-gauge and have several integrated features.
All these combined lead to a distinct trend: fabrication is best in learning and flexibility, whereas stamping is best in cases where volume, stability, and precision demands warrant the investment.
Volume & Cost Thresholds: Where the Switch Usually Happens
The actual economic distinction between fabrication and stamping is only seen when the volume of production is high.
At low volumes, the costs per unit are acceptable due to the lack of initial tooling risk. With increasing volume, however, even minor differences in costs per part start to multiply very quickly, and the decision shifts to long-term financial performance.
In most manufacturing programs, transition window is always seen to fall between 8,000 to 20,000 units with 10,000 units being the most common pivot.
At this point, below this range, tooling amortization can frequently exceed savings. Above this, the content of labor and time of handling fabrication start to dominate total cost of ownership.
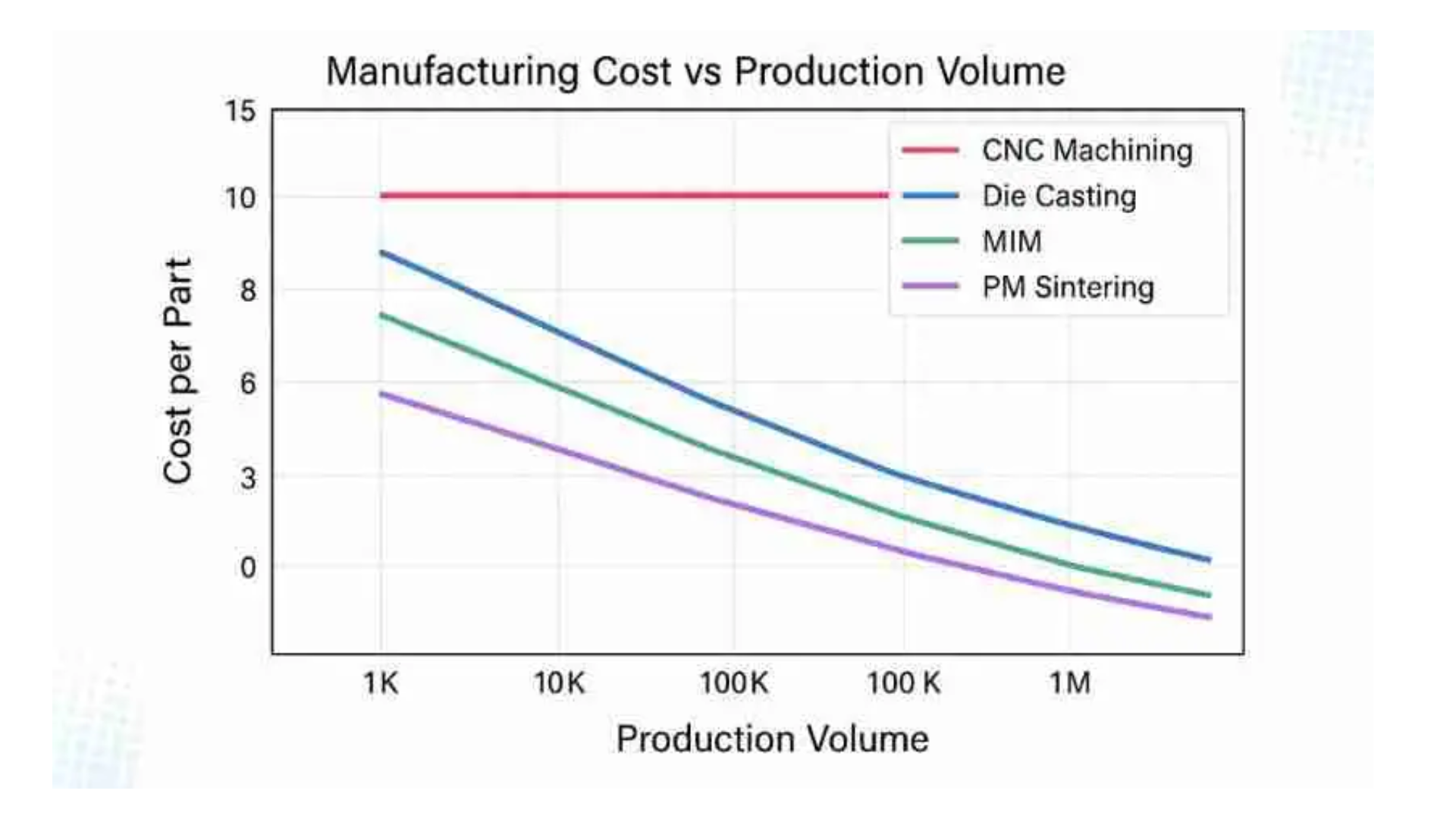
The cause is in the scaling of costs. The cost of fabrication is mostly linear. The machine time, labor, and handling required on each extra unit are approximately the same. Stamping does not act like this.
Incremental unit costs flatten at a high rate once the tooling is constructed and proven. Cycle times are reduced to seconds, labor participation is minimized and variation is minimized.
Conceptually, fabrication begins at a lower point but increases with volume, whereas stamping begins with a sharp tooling investment and thereafter flattens.
The intersection of the curves shows the breakeven volume. Beyond that, the cost of stamping decreases as the number of units stamped increases.
The manufacturers tend to underestimate the rate at which savings are going to be made following this crossover.
Such a difference of a few dollars per part may not be a big deal in the initial stages, but at larger volumes can result in tens or hundreds of thousands of dollars per year.
Tooling investments are paid back in months instead of years in most stable programs.
The other error that is likely to occur is to judge the decision based on the annual volume. The justification of tooling is based on the lifetime program volume as opposed to the following production cycle.
A component that runs moderate quantities during a number of years can be stamping worthwhile as a high volume and short-term program. The true return of investment is affected by product lifespan, ramp-up curves, and service-part demand.
Practically, the mature teams are guided by pattern recognition and not by strict rules.
In early learning stages, fabrication is more likely to be used whereas stamping is more likely to be used at a later stage in life when the demand is predictable, the design is frozen, and the cumulative volume is such that efficiency is more important than flexibility.
Real-World Case Studies: How the Transition Plays Out
The decision to move from fabricated parts to stamped parts is rarely theoretical. It usually happens under pressure, when volumes rise, margins tighten, or delivery schedules start to slip.
The following examples illustrate how that transition typically unfolds in practice and why timing matters as much as volume.
Additional examples of fabrication-to-stamping transitions can be found in DureX’s real-world manufacturing case studies, which document similar cost and volume inflection points.
Case 1: Clamp Component Scaling Beyond Early Production
A manufacturer producing a formed metal clamp began with fabrication during the launch phase. The part was laser-cut and bent, costing approximately $12 per unit at volumes around 5,000–10,000 pieces.
At that stage, fabrication made sense. The design was still being refined, and avoiding tooling allowed changes without penalty.
As demand increased toward 100,000 units annually, per-unit costs became a problem. Even small inefficiencies multiply quickly.
After the design stabilized, the company invested in stamping tooling. The stamped version reduced unit cost by more than half, and the tooling investment was recovered well within the first production year.
What began as a flexibility decision became a clear cost-control necessity once scale was reached.
Case 2: Automotive Slider Designed for Stamping from the Start
In automotive applications, the equation often looks different. A complex slider component with tight tolerance requirements and multiple formed features was evaluated early in development.
Although initial volumes were modest, the lifetime volume projection exceeded several hundred thousand units.
Rather than fabricating early batches, the program committed to stamping from the outset. Progressive tooling integrates piercing, forming, and trimming into a single operation.
While the upfront cost was significant, the decision avoided a costly mid-program transition and ensured consistent quality from the first production run through full scale.
This approach is common in automotive programs where design stability and long production lifecycles are expected.
Case 3: Aerospace Bracket Moving Through a Hybrid Phase
An aerospace bracket illustrates a more gradual transition. Initial production volumes were under 2,000 units per year, and the part geometry continued to evolve through testing and certification. Fabrication allowed the engineering team to iterate without delay.
As the program matured and volumes increased, a hybrid approach was introduced. The flat blank was stamped using simple hard tooling, while secondary forming operations remained flexible.
This reduced cost and cycle time without committing to full progressive tooling too early. Only after long-term demand was confirmed did the program justify a complete stamping solution.
What These Examples Have in Common
Across industries, the pattern is consistent. Fabrication dominates when learning, validation, and flexibility matter most.
Stamping takes over when demand becomes predictable, tolerances tighten, and cumulative volume justifies tooling investment.
Programs that recognize this shift early tend to avoid rushed decisions and capture savings sooner, while those that delay often absorb unnecessary cost for longer than expected.

Risks & Mitigation: Avoiding Costly Mistakes
Replacement of fabrication by stamping can open up a lot of savings, but the process has serious risk when it is not done at the right time or when it is not planned.
The majority of the issues are not due to stamping itself, but due to making a premature or unthought-out production strategy.
Over-tooling is one of the most prevalent risks. Making hard tooling investments prior to demand being realized may tie up capital in a program that never achieves the projected volume.
The tooling might never be recouped in case the orders flatten or a design is scrapped. This danger is particularly great in new product releases where the predictions are still hypothetical.
Design lock-in is another significant issue. After a stamping die has been constructed, a small modification in the location of holes, bend geometry or mating features can cause an expensive rework.
A simple CAD update that could have been done in a few weeks in the fabrication process can become weeks of non-production and unforeseen expense.
There is also forecast risk. The volumes of production are usually increasing in steps and not in straight lines. A program can linger around the breakeven point than projected and postpone ROI and put a strain on cash flow in case tooling expenses were over-justified.
These risks can be controlled through the appropriate approach. A lot of manufacturers cushion them with the help of soft tooling or hybrid approaches as a transition.
Soft tooling is somewhat flexible and can be partially automated, and hybrid processes, like stamping a blank and forming it later, can reap some benefits without complete dedication.
A disciplined transition is usually carried out in a number of steps. The design is validated by teams first by fabrication, then by ensuring that the interfaces and tolerances are stable and finally by modeling the total cost of ownership with conservative volume assumptions.
Only when the engineering and procurement concur that the design and demand profile is unlikely to alter, tooling decisions are made.
The gamble of switching to stamping is not a gamble when done intentionally. It is a managed investment, an investment that matches the tooling expenditure with actual demand as opposed to hopeful predictions.
Knowing When the Switch Actually Pays Off
The choice on whether to switch to stamped parts or not is not a matter of choice but rather a matter of timing.
Fabrication is best where flexibility, speed and design iteration are paramount. Stamping provides its value when the volume, consistency, and the control of costs become the leading priorities. The problems occur when manufacturers remain with fabrication as a routine, or stamping before the basics are ready.
The inflection point in most programs is realized when the designs have been frozen and the cumulative volume is within the 8,000 to 20,000 unit range.
At that point, the economics changes very fast. Unit savings increase, cycle time reduces and tooling investments are usually recouped sooner than anticipated.
The decision made by teams that consider lifetime volume rather than short-term demand is more confident and defensible.
The most effective transitions are planned. They start with fabrication, justify performance, implement hybrid or soft tooling where necessary and transition into stamping only when the data justifies it.
In such manner, stamping is not a threat, it is a competitive tool of scalability and margin enhancement.
To manufacturers whose position in this curve is uncertain, a systematic cost and volume analysis can set the record straight way before the pressures of production compel the point.

Frequently Asked Questions
What’s the typical production volume where stamping becomes more cost-effective than fabrication?
For most programs, the crossover happens around 8,000–20,000 units, with approximately 10,000 units being the most common decision point. Below that range, fabrication usually remains more economical due to lower upfront costs. Above it, stamping’s lower per-unit cost and faster cycle times typically outweigh tooling investment.
How much does metal stamping tooling usually cost?
Tooling costs vary widely based on part size, complexity, and die type. Simple single-hit or compound tools may start around $5,000–$15,000, while progressive dies often range from $50,000 to well over $100,000. The key factor is not the absolute cost, but how quickly that investment can be recovered through per-unit savings.
Can fabrication and stamping be used together in the same program?
Yes. Many manufacturers use hybrid approaches during transition periods. For example, a part may be laser-cut or punched using soft tooling, then formed with hard tooling. This allows teams to reduce cost and cycle time while maintaining some flexibility before committing to full progressive tooling.
Is stamping always better for high-volume production?
Not always. Stamping works best when the design is stable, tolerances are well defined, and material thickness is suitable for die-based forming. Large welded assemblies, thick plate components, or parts with frequent design changes may still favor fabrication even at higher volumes.
How important is a design freeze before switching to stamping?
Design freeze is critical. Once a stamping die is built, changes become expensive and time-consuming. Successful transitions usually occur only after the part has passed validation testing and downstream interfaces are unlikely to change. Fabrication is often used intentionally to reach that point before tooling is commissioned.
Should the decision be based on annual volume or lifetime volume?
Lifetime volume is the better metric. A part running moderate quantities over several years may justify stamping just as clearly as a short-term, high-volume program. Evaluating total expected production over the life of the product leads to more accurate ROI decisions.